| 用途 |
●鋼(純鉄・快削鋼、電磁軟鉄、炭素鋼・合金鋼)、ステンレス鋼(オーステナイト系ステンレス鋼、フェライト系・マルテンサイト系ステンレス鋼等)、耐熱合金(SUHなど)の小物高精度部品旋削加工 |
| 商品説明 |
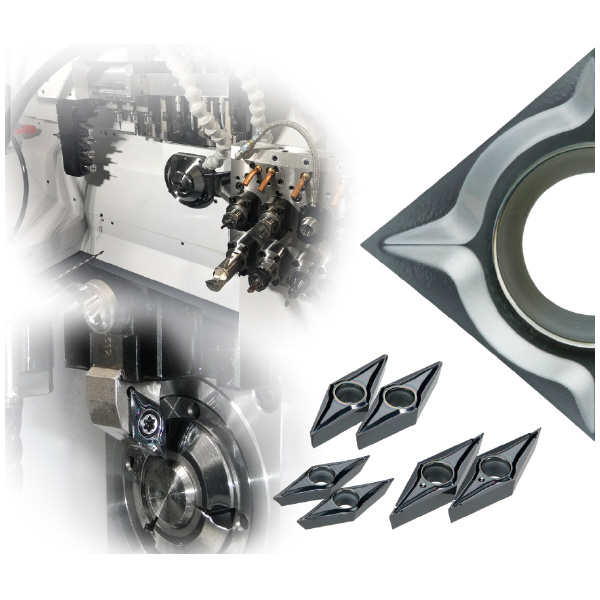
- 小物高精度加工を超えていく。ワークの変化・高精度・高生産性・高品質な加工のために。
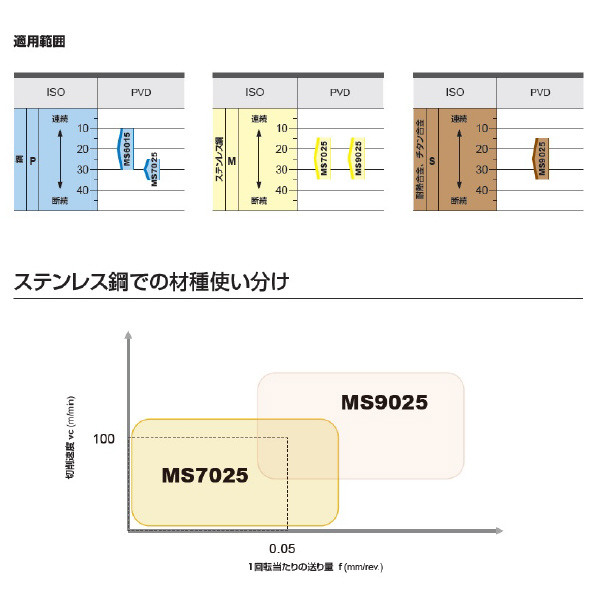
- 「MS7025」は、耐溶着性に優れる高潤滑層と摩耗進行を抑制する高耐摩耗層をナノレベルで制御したことにより、被膜損傷を大幅に抑制し、耐溶着性と耐摩耗性が飛躍的に向上。
- 「MS9025」は、高い母材靭性により耐欠損性に優れ、粗粒WCによる高熱伝導率によって刃先の熱を抑制し、刃先強度の低下を軽減できることで、ステンレス鋼など加工硬化しやすい被削材での切り込み境界損傷抑制に効果を発揮。
- 「MS6015」は、純鉄、炭素鋼、快削鋼の旋削加工で安定した仕上げ面と寸法精度を実現。積層構造の最適化により、被膜の安定性を損なうことなく厚膜化を実現し、耐摩耗性を大幅に向上させています。
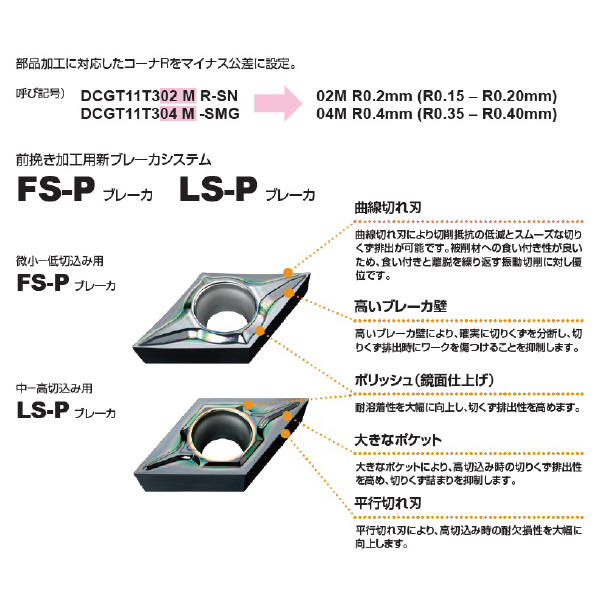
- 小物高精度加工用インサートへのこだわり:部品加工に対応したコーナRをマイナス公差に設定。(刃先記号:M)
|
| 商品スペック |
- 勝手[記号]:なし[N]
- 穴径(φmm):2.8
- 内接円IC(mm):6.35
- 頂角(°):55
- インサート形状[記号]:菱形
- 逃げ角[記号](°):7
- 等級記号:G
- タイプ:ポジティブ
- コーナー高さ許容差(mm):±0.025
- 内接円許容差(mm):±0.025厚さ許容差(mm):±0.13
- 穴の有無:あり
- 穴の形状:一部円筒穴+片面取(40-60°)
- ブレーカの有無:片面
- インサート厚さ[記号](mm):2.38
- コーナー半径[記号](mm):0.08
- ブレーカ:FS-P
- 切削領域:仕上げ切削
- 材種:MS7025
|
| 注意事項 |
- 製品画像は代表画像です。
- 切れ刃や切りくずには直接素手で触らないでください。
- 推奨条件の範囲内で使用し、工具交換は早めに行ってください。
- 高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。
- 不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。
- インサートや部品の取付けは、付属のレンチやドライバーを用いて確実に取り付けてください。
- 工具を回転して使用する場合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。
|
| 内容品・付属品 |
― |
| 原産国 |
― |
| 特記事項 |
― |