| 用途 |
●耐熱合金、チタン合金での穴あけ加工に。 |
| 商品説明 |
- 超耐熱合金加工で超寿命。
- 加工径5mm以上の内部給油式は独自のクーラント穴形状により、ドリル剛性を低下させることなくクーラント吐出量を増大させ、潤滑性、冷却性を向上。
- 頑丈な直線状切れ刃と超耐熱合金加工用ホーニングにより、安定した切りくず生成およびチッピングを抑制。
- 超耐熱合金加工用に設計されたマージンにより、接触面積を最小化させ、切削熱と加工硬化を抑制。
- 新PVDコーテッド超硬材種「DP9020」を採用し、靭性を維持しながら硬度を高めることにより、耐摩耗性を向上。
|
| 商品スペック |
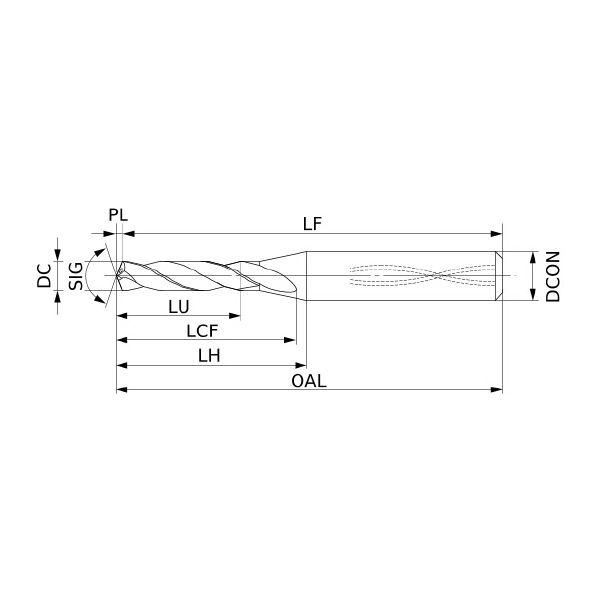
- 刃径(mm):3.57
- 溝長(mm):30.7
- 全長(mm):78.7
- シャンク径(mm):6
- ドリル直径の許容差:-0.018~0
- 先端角(°):140
- L/D:5
- 材質:極超微粒子超硬
- 表面処理:DP9020
- 先端と肩部寸法差(mm):0.7
- フルートねじれ角(°):28
- オイルホール:あり
- シンニング形状:Xシンニング
- 機能長さ(mm):78
- 使用可能長さ(mm):18.6
- 首下長さ(mm):31.7
- 刃数:2
|
| 注意事項 |
- Φ5mm未満のクーラント穴は丸形状となります。
- コーティングは、見る方向によって色合いが異なって見えることがありますが、性能上は全く問題ありません。
- 安定した切削を行うためにクーラントスルーによる高圧クーラント供給を推奨します。
- エマルジョンタイプの水溶性クーラントを推奨します。
- 不水溶性切削油剤を使用する場合は、切削速度を10%~20%下げてください。
- 外部給油でDC×1以上の深さの加工を行う場合は、切りくず分断のためにDC×0.5D程度のステップ加工を推奨します。
|
| 内容品・付属品 |
― |
| 原産国 |
― |
| 特記事項 |
― |