| 用途 |
●鋼・ステンレス鋼・鋳鉄・非鉄金属・高硬度鋼の穴あけ加工 |
| 商品説明 |
- 【外刃CVD&内刃PVDのコンビネーションインサート】切削速度の高い外刃に耐摩耗性の高いCVDコーテッド超硬材種、切削速度の低い内刃に安定性の高いPVDコーテッド超硬材種をそれぞれ配置することによって、摩耗バランスを最適化し、長寿命を実現します。
- 【高剛性ボディ】表面の硬度を従来製品よりも高めており、切りくずへの耐擦過性を強めたことによって、長寿命を実現します。
- 最適なインサート配置により、ホルダの変形・びびりを抑制します。これにより最大L/D=6の穴あけ加工を可能にしました。
- 【ホルダの変形を抑制する最適な溝切れ上がり位置】溝の切れ上がり位置において、内刃の切削主分力方向に肉を設けることで、インサート食い付き時のホルダの変形を抑制します。
- 【傾斜クーラント穴の採用】クーラントの勢いの損失が比較的少ない傾斜クーラント穴を採用することにより、深穴からの切りくず排出をサポートします。
|
| 商品スペック |
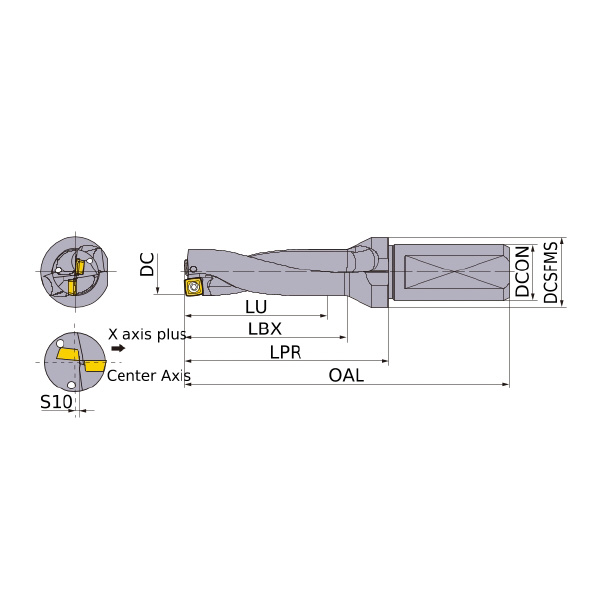
- 切削径(mm):16.5
- シャンク径(mm):20
- フランジ径(mm):25
- 全長(mm):98
- 突出し長さ(mm):55
- 使用可能長さ(mm):33
- S10(mm):0.25
- 最大本体長さ(mm):40
- 加工穴深さ(L/D):2
- 刃数:2
- オイルホール:あり
- 適用インサート:SOMX052704-UM
|
| 注意事項 |
- 外刃にVP15TFを使用する際は、切削速度vcを70%程度に下げてください。
- 外部給油の場合、最大加工深さはL/D=3を目安としてください。それ以外の加工深さは推奨しません。
- ステンレス鋼加工の際は、必ず内部給油で加工してください。
|
| 内容品・付属品 |
― |
| 原産国 |
― |
| 特記事項 |
― |