| 用途 |
●鋼旋削加工用 第一推奨 |
| 商品説明 |
- 鋼旋削加工用 最新CVDコーテッド材種誕生。
- 密着性と結晶配向制御技術を強化し、安定性と耐摩耗性を飛躍的にグレードアップさせました。
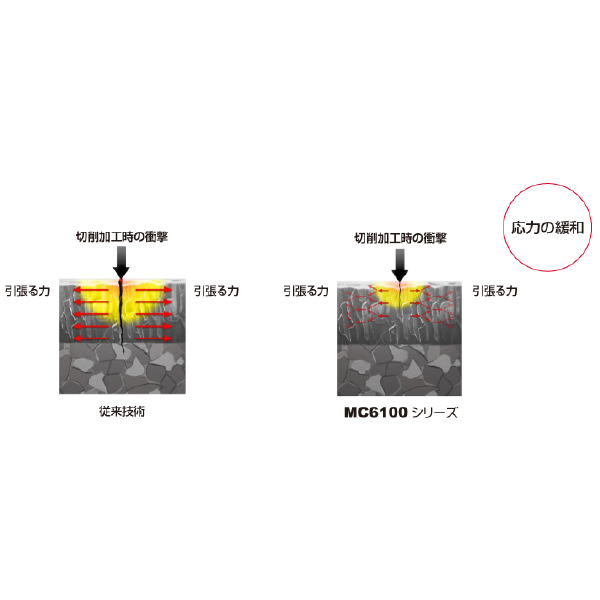
- MC6100シリーズは引張り応力を緩和することに成功し、切削加工時の衝撃が分散され、異常欠損を抑制します。
- 鋼旋削加工用CVDコーテッド超硬材種 MC6125:鋼旋削加工の第一推奨。幅広い切削領域に対して安定加工を実現しました。
- MC6125は表面平滑化処理を行う事で、急激な摩耗成長もなく、安定した加工を実現します。
|
| 商品スペック |
- 勝手[記号]:なし[N]
- 穴径(φmm):2.3
- 内接円IC(mm):4.76
- 頂角(°):80
- インサート形状[記号]:六角形
- 逃げ角[記号](°):7
- 等級記号:M
- タイプ:ポジティブ
- コーナー高さ許容差(mm):-
- 内接円許容差(mm):-厚さ許容差(mm):±0.13
- 穴の有無:あり
- 穴の形状:一部円筒穴+片面取(40-60°)
- ブレーカの有無:片面
- インサート厚さ[記号](mm):2.38
- コーナー半径[記号](mm):0.4
- ブレーカ:MP
- 切削領域:中切削
- 材種:MC6125
|
| 注意事項 |
- 製品画像は代表画像です。
- 切れ刃や切りくずには直接素手で触らないでください。
- 推奨条件の範囲内で使用し、工具交換は早めに行ってください。
- 高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。
- 不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。
- インサートや部品の取付けは、付属のレンチやドライバーを用いて確実に取り付けてください。
- 工具を回転して使用する場合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。
|
| 内容品・付属品 |
― |
| 原産国 |
― |
| 特記事項 |
― |